УДК 621.382
Статья опубликована в научно-техническом журнале “Электронная техника. Серия 3. Микроэлектроника”. Выпуск 2 (170) 2018, с. 27-31.
В.В. Побединский1,2, Н.В. Рогозин2, Е.В. Лаврентьев2, А.В. Рябов2, В.В. Зенин2, Е.Н. Бормонтов1 1ФГБОУ ВО «ВГУ»; 2АО «НИИЭТ»
Рассмотрены технологические особенности формирования платиновых стад-бампов термозвуковой микросваркой на кремниевых кристаллах с алюминиевой металлизацией контактных площадок. Проанализирована схема процесса нанесения припойных шариков на платиновые стад-бампы для сборки интегральных схем (далее ИС) по технологии «flip-chip».
PLATINUM STUD-BUMPS WITH SOLDER BALLS ON ALUMINUM METALLIZATION OF SILICON DIE IN «FLIP-CHIP» TECHNOLOGY
Vitaly V. Pobedinsky1,2, Nikita V. Rogozin2, Evgeny V. Lavrentev2, Alexandr V. Ryabov2, Victor V. Zenin2, Evgeny N. Bormontov1 1 VSU; 2JSC RIET
Technological features of platinum stud-bumps formation by thermosonic welding on silicon die with aluminum metallization of contact pads were considered. The scheme of process to mount solder balls on platinum stud-bumps for the manufacturing of semiconductor devices by the “flip-chip” technology was analyzed.
ВВЕДЕНИЕ
Широкое распространение в отечественной и зарубежной микроэлектронике в производстве интегральных схем в настоящее время получила технология «flip-chip», особенностью которой являются припойные шариковые выводы, располагаемые на металлизированных контактных площадках кристаллов ИС. Кристаллы монтируют на основание корпусов или плат планарной стороной. При этом топология контактных площадок кристалла является зеркальным отображением расположения выводов подложки. Этот фактор влияет на надежность изоляции при монтаже перевернутых кристаллов [1].
Использование припойных шариковых выводов обеспечивает не только электрическую связь между кристаллом ИС и подложкой, но и играет важную роль в механической, прочностной, температурной, теплоотводной составляющих микросхем, реализованных с помощью технологии «flip-chip». Соединения на припойном шарике, по сравнению с проволочными, снижают задержки распространения электрических сигналов, обеспечивают бóльшую пропускную способность и снижают ограничения по шинам питания и заземления [2]. Применение припойных шариков способствует миниатюризации изделия, например, в сфере мобильной связи. Монтаж на припойные шарики вытесняет проволочный монтаж, значительно уменьшая массогабаритные характеристики микросхем. Общий размер площади микросхемы реализованной методом «flip-chip» сводится к сумме размера кристалла и высоты шариковых выводов. Соединения шариковыми выводами экономит до 30-50% занимаемой площади по сравнению со сваркой проволокой [3]. Известно [4], что технология сварки проволокой не обеспечивает минимально необходимые условия прохождения сигнала при скоростях 20-50 Гбит/с, в отличии от «flip-chip» технологии которая способна преодолеть эти ограничения. Важную роль при монтаже припойных шариковых выводов играет материал металлизации, на который наносятся шариковые выводы – Under Bump Metallization (далее UBM) [5,6]. В основном контактные площадки современных интегральных схем состоят из сплавов на основе алюминия. Несмотря на то, что алюминий обладает относительно высоким дельным сопротивлением по сравнению с другими металлами, такими как медь, типовая металлизация на его основе не предназначена для применения в технологии «flip-chip». Для преодоления этого ограничения, в данной работе, в качестве UBM под припойный шариковый вывод использовали платиновый stud-bump – первая точка сварки в сварном соединении методом «шарик-клин» при термозвуковом методе сварки (далее стад-бамп) с последующим нанесением на него припойного шарикового вывода.
Такой подход удобен для быстрого прототипирования и не требует применения фотошаблонов. Кроме того, использование платины объясняется ее физическими свойствами, а именно: диффузионные (использование в качестве барьерных слоев), смачиваемость припоями, инертность (стойкость к окислению и коррозии), низкое электрическое сопротивление. Другими словами – платина более твёрдый материал, например, чем золото и ее труднее деформировать, что играет положительную роль при использовании платины в качестве UBM [7,8,9].
Целью работы является рассмотрение технологических особенностей формирования платиновых стад-бампов методом термозвуковой сваркой на алюминиевой металлизации контактных площадок кристалла и возможность применения этих особенностей для сборки ИС с использованием технологии «flip-chip».
ФОРМИРОВАНИЕ ПЛАТИНОВЫХ СТАД-БАМПОВ
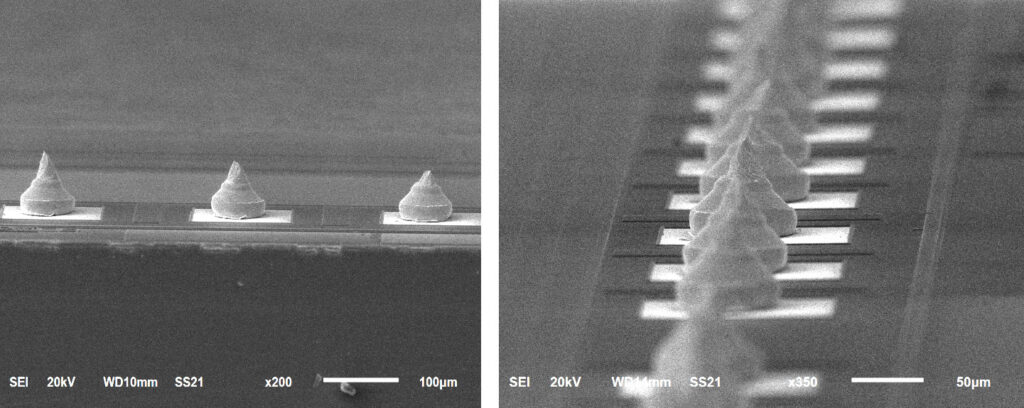
Перед нанесением стад-бампов проводили плазменную очистку контактных площадок ИС от возможных загрязнений, затем, на установке микросварки F&K Delvotec G5 формировали стад-бампы из платиновой проволоки Ø 25 мкм методом термозвуковой сварки, искрой электрического разряда [7]. Полученные образцы были исследованы с помощью растрового электронного микроскопа Jeol JSM 6610A (рис.1).
Нанесение платиновых стад-бампов на установке термозвуковой проволочной микросварки может быть реализовано при условии выполнения двух модификаций стандартного процесса проволочной разварки.
Во-первых, установка проволочной разварки должна иметь программное обеспечение, разработанное специально для нанесения единичных шариковых выводов. Программное обеспечение убирает лишние движения сварочной головки, связанные с формированием траектории петли проволочных выводов и формированием второй точки сварки, так называемого «рыбьего хвоста». Это позволяет формировать стад-бамп и приваривать его в пределах одной операции, что позволяет значительно сократить время цикла приварки одного стад-бампа.
Во-вторых, необходимо использовать тонкую проволоку на основе специально разработанных под эту задачу сплавов. Контроль зоны температурного воздействия (HAZ – heat affected zone – рекристаллизованный сегмент проволоки, расположенный непосредственно над металлическим шариком), наиболее успешно осуществляется путем регулирования состава сплава проволоки [10,11]. Стандартные сплавы проволоки для проволочной разварки имеют более низкую температуру рекристаллизации и соответственно более длинную зону температурного воздействия. Это увеличивает разброс места возможного обрыва проволоки, что влияет на длину кончика проволоки над стад-бампом и на повторяемость размеров и формы (рис.2).
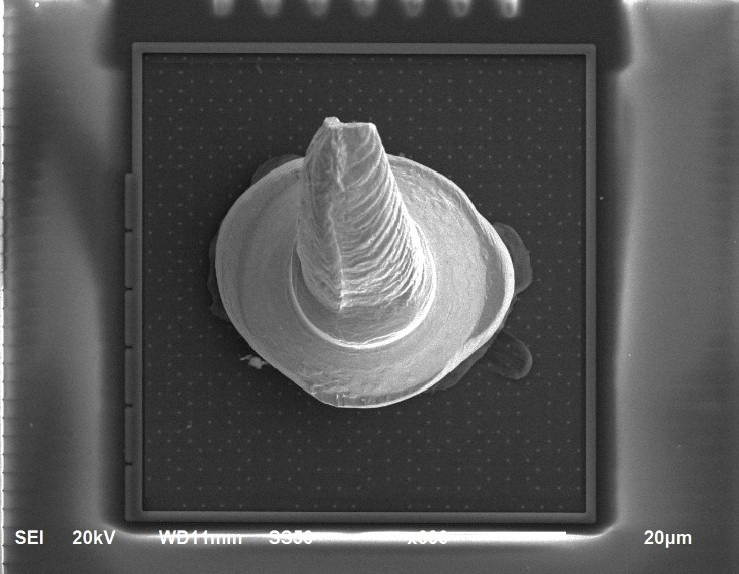
Слишком высокое место обрыва проволоки над шариком может привести к нехватке длины проволоки на противоположном оторванном конце для срабатывания электрода, создающего искру электрического разряда (EFO) [12] и стад-бамп следующей контактной площадке не сформируется. Максимальная растворимость алюминия в платине 16% (ат.) резко снижается и составляет ~ 3% при 500 ºС. При комнатной температуре в платине растворяется 2,16% (по массе) алюминия. Сплавы, содержащие до 2% (по массе) алюминий, представляют собой твердые растворы [13,14]
ПЛАНАРИЗАЦИЯ ПЛАТИНОВЫХ СТАД-БАМПОВ
Формирование стад-бампов на алюминиевых контактных площадках полупроводниковых кристаллов является первой частью двухстадийного процесса нанесения шариковых выводов для монтажа кристаллов методом «flip-chip». Следующая стадия – планаризация сформированных стад-бампов чеканкой. Для выполнения данной операции использовалась установка формирования припойных шариковых выводов PacTech SB2-Jet.
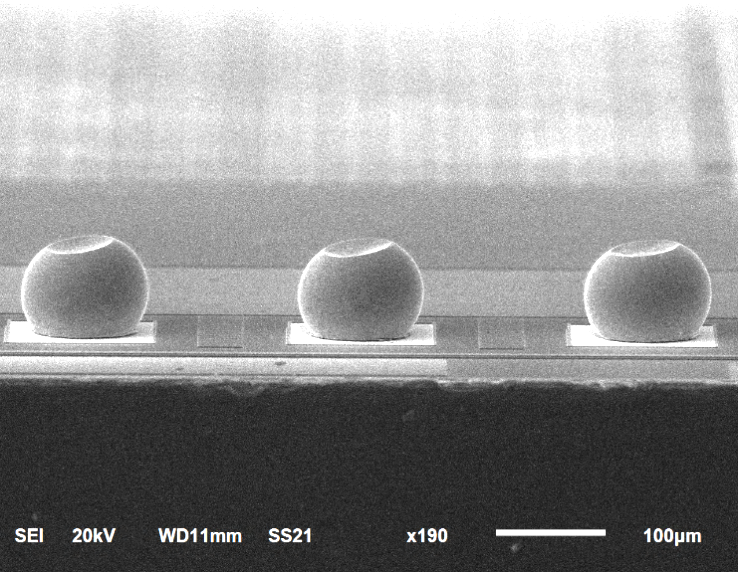
Для чеканки платиновых стад-бампов использовался специально разработанный инструмент – Coining Capillary. Данный инструмент Ø 100 мкм с плоской поверхностью выполнен из сплава на основе карбида вольфрама с повышенной износостойкостью, твердостью и коррозионной стойкостью. Чеканка на заданную высоту, позволила получить равномерную плоскую поверхность стад-бампов и, как следствие, избавиться от их разновысотности. На рис. 3 изображены платиновые стад-бампы после планаризации чеканкой.
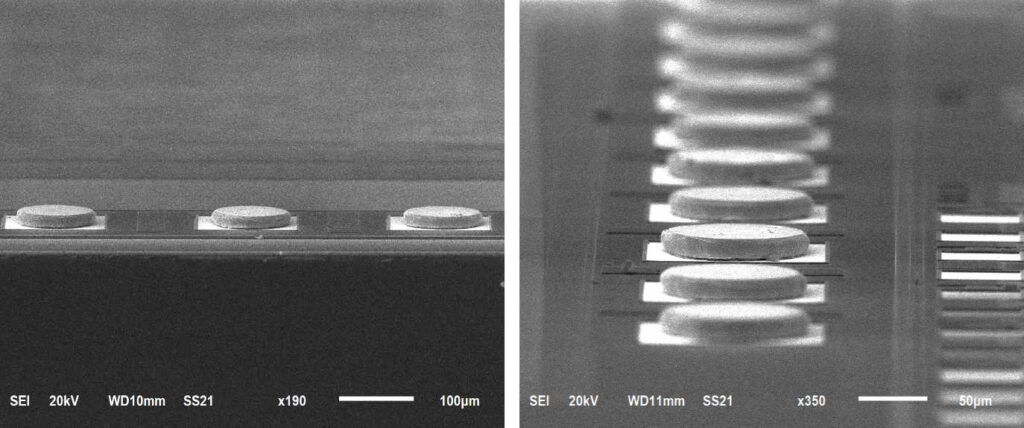
Таким образом, планаризация стад-бампов обеспечила подготовленную поверхность для последующего применения ее в качестве металлизации под припойный шариковый вывод (UBM).
НАНЕСЕНИЕ ПРИПОЙНЫХ ШАРИКОВ
Планаризованные платиновые стад-бампы обеспечивают гладкую, смачиваемую припоем поверхность и главное диффузионный барьер между припойным шариком и поверхностью алюминиевой контактной площадки. Для нанесения припойных шариков на планаризованные платиновые стад-бампы использовали установку формирования припойных шариковых выводов PacTech SB2-Jet в режиме поочерёдного размещения припойных шариков с одновременным оплавлением лазером. Лазер оплавляет калиброванный шарик из припоя, например, SAC 305 (Sn/Ag 3.0/Cu 0.5), пока он перемещается к контактной площадке кристалла (рис 4).
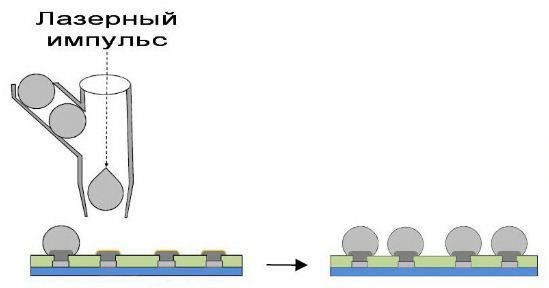
Для применения данной технологии нанесение флюса на подложку не требуется. В этом режиме рабочая голова установки остаётся на постоянной фиксированной высоте над кристаллом. Припойный шарик Ø 100 мкм находится уже в расплавленном состоянии, когда он попадает на контактную площадку и остается в расплавленном состоянии до тех пор, пока не образуется соединение, необходимое для хорошей адгезии припойного шарика к контактной площадке. На стадии оплавления припой полностью смачивает поверхность планаризованного платинового стад-бампа. Таким образом, формируется припойный шариковый вывод с платиновым твёрдым ядром (рис.5).
Анализ физико-механических свойств припойных сплавов показал, что наиболее технологическими свойствами обладают сплавы на основе олова SAC 305 (Sn/Ag 3.0/Cu 0.5) и SAC 105 (Sn/Ag 1.0/Cu 0.5). Эти сплавы являются бессвинцовыми в соответствии с требованиями законодательства об охране окружающей среды в виде директивы Совета Европы по экологической безопасности (RoHS – Restriction of use of Certain Hazardous Substances – ограничение на использование вредных веществ) [15] и имеют относительно низкую температуру плавления (221 оС и 226 оС соответственно).
Вышеприведенные сплавы Sn-Ag-Cu достаточно хорошо зарекомендовали себя при пайке изделий микроэлектроники. Заслуживает внимания припой состава (вес. %) 87-89Sn/9-11Bi/0,8-1,2Sb [16]. Данный сплав возможно использовать при нанесении припойных шариков на платиновые стад-бампы ввиду хороших технологических свойств (вес. %): 87-89 олова обеспечивает высокий коэффициент теплопроводности и хорошую смачиваемость платинового стад-бампа; 9-11 висмута повышает температуру плавления припоя до 230 – 240 ºС; 0,8-1,2 сурьмы улучшает сопротивление сплава термической усталости.
ЗАКЛЮЧЕНИЕ
Проведенные эксперименты показывают возможность использования в технологии «flip-chip» кристаллов с алюминиевой металлизацией. Предлагается на контактных площадках кристалла формировать стад-бампы из платиновой проволоки методом термозвуковой сварки. После планаризации стад-бампов наносить шарики припоя для последующего монтажа кристалла на подложку (корпус). Рассмотрены технологические особенности формирования платиновых стад-бампов методом термозвуковой сварки на алюминиевой металлизации контактных площадок. Проанализирована схема процесса нанесения припойных шариков на платиновые стад-бампы для сборки ИС с использованием технологии «flip-chip».
Использование платиновых стад-бампов с припойными шариками на алюминиевой металлизации кремниевых кристаллов по технологии «flip-chip» дает возможность быстрого прототипирования изделий без применения шаблонов, как следствие снижает себестоимость производства на стадии создания опытных образцов.
КОНФЛИКТ ИНТЕРЕСОВ
Авторы подтверждают, что представленные данные не содержат конфликта интересов.
ЛИТЕРАТУРА
- А 2016132921 RU, МПК H 01 L 23/02. Способ изоляции при монтаже перевернутых кристаллов / Зенин В.В., Стоянов А.А., Колбенков А.А., Побединский В.В., Рогозин Н.В. (Научно-исследовательский институт электронной техники). – №2648311; Заявл. 09.08.2016 г. Опубл. 23.03.2018 г. Бюл. №5.
- А 2017144961 RU, МПК H 01 L 21/321. Способ формирования шариковых выводов на алюминиевой металлизации контактных площадок кристалла / Зенин В.В., Рогозин Н.В., Побединский В.В. [и др.] (Научно-исследовательский институт электронной техники). Заявл. 20.12.2017 г. текущее состояние – экспертиза по существу.
- E. Nicewaner, “Interconnect resistance characteristics of several flip-chip bumping and assembly techniques” // Microelectronics Reliability 39, 1999 pp 113-121.
- Kang S.Y., Williams M.P., Lee Y.C., “Modeling and Experimental Studies on Thermosonic Flip-Chip Bonding” // IEEE Trans. On Components, Packaging, and Manufacturing Technology. Part B, Vol.18, 1995, №4 pp 728-733.
- Bond Pad with multiple layer over pad metallization and method of formation: Patent No.: US 12/705,021. Robert King, Pat Thomas, Assignee: Varughese Mathew. Filing Data: February 12, 2010.
- Under-Bump metallization layers and electroplated solder bumping technology for flip-chip: Patent No.: US 7,199,036 B2: Int. Cl. H01L 21/44. Chingho Philip Chan, Guowei David Xiao, Assignee: The Hong Kong University of Science and Tecnology. Prior Publication Data US 2005/0014355 A1 Jan. 20, 2005.
- Balancing cache capacity and on chip bandwidth via flexible exclusion. SIGARCH Comput. Archit. News (3): Будылин Ф.К., Полищук И.А., Слесарев М.В., Юрлин С.В. Опыт прототипирования микропроцессоров компании ЗАО «МЦСТ». «Вопросы радиоэлектроники», сер. ЭВТ, 2012, вып. 3.
- ГОСТ 13498-2010. Платина и сплавы на ее основе. Марки. – Москва: Стандартинформ, 2012. – 7 с.
- Васильева, Е.В. Платина, ее сплавы и композиционные материалы / Е.В. Васильева [и др.] – Под ред. Васильевой Е.В. – М.: Металлургия, 1980. – 296 с.
- S.C. Yang, W.C. Chang, Y.W. Wang, and C.R. Kao, “Interfacial reaction and Wetting Behavior Between Pt and Moiten Solder” // Journal of ELECTRONIC MATERIALS, Vol. 38, Issue 1, 2009 pp 25-32.
- L. Levine Kulicke&Soffa ind. Inc., Willow Grove, Pa, USA, “Ball bumping and coining operations for TAB and flip chip” // Electronic Components and Technology Conference, 1997. Proceedings. 47th, pp 86-96.
- Joseph V. Mantese, William V. Alcini, “Platinum Wire Wedge Bonding: A New IC And Microsensor Interconnect” // Journal of ELECTRONIC MATERIALS, Vol. 17, Issue 4, 1988 pp 285-289.
- Савицкий, Е.М. Металловедение платиновых металлов/ Е.М. Савицкий [и др.] – М.: Металлургия, 1975. – 424 с.
- A.J. McAlister, D.J. Kahan, “The Al-Pt (Aluminum-Platinum) System”, Bulletin of Alloy Phase Diagrams, Vol. 7, No. 1, 1986 pp 47-51.
- Шапиро Л. Внедрение европейской директивы ROSH //Электронные компоненты. 2006. – №1. – 9-12 с.
- 2007140019/02 RU, МПК В 23 К 35/26, С 22 С 13/02. Бессвинцовый припой / Зенин В.В., Бокарев Д.И., Кастрюлев А.Н., Ткаченко А.С., Хишко О.В. (ФГБОУ ВО «ВГТУ»). – №2367551; Заявл. 29.10.2007г. Опубл. 20.09.2009 г. Бюл. №26.