Научно-технический журнал “Электронная техника. Серия 1. СВЧ-техника”. Выпуск 2 (545) 2020, с. 29-36.
В.В. Побединский1,2, Н.В. Рогозин1, Е.Н. Бормонтов2
1 АО «Научно-исследовательский институт электронной техники», г. Воронеж
2 ФГБОУ ВО «Воронежский государственный университет»
Платина как химический элемент не подвержена окислению и имеет медленную скорость реакции с широко применяемыми в микроэлектронике припоями на основе Pb-Sn, Sn-Cu и Sn-Ag-Cu, что позволяет заменить одним слоем платины два слоя металлизации контактных площадок под припойные шариковые выводы на кристалле для монтажа методом flip-chip – слой защиты от окисления и диффузионный барьерный слой. В статье исследована способность платины к смачиванию припоем, а также скорость растворения платины в припое на основе олова в сравнении с никелем – самым распространённым в настоящее время материалом для барьерных слоев.
Ключевые слова: платина, никель, припой, смачивание припоем, растворяемость
INVESTIGATION OF KINETICS PLATINUM DISSOLUTION IN LIQUID SOLDER. PROPERTIES OF PLATINUM SURFACE WETTABILITY BY LIQUID EUTECTIC SOLDER.
V.V. Pobedinsky 1,2, N.V. Rogozin 1, E.N. Bormontov 2
1 Joint Stock Company «Scientific Research Institute of Electronic»
2 Federal State-Financed Educational Institution of Higher Professional Education «Voronezh State University»
Platinum as a chemical element is not oxidative and has a slow reaction rate with widely used solders based on Pb-Sn, Sn-Cu and Sn-Ag-Cu that allows it to replace two layers of metallization in solder balls contact pads with only one platinum layer on semiconductor die for flip-chip surface mount method – oxidation protection layer and diffusion barrier layer. Platinum solder wetting ability and tin-based solder dissolution rate of platinum in comparison with nickel – the most common material for barrier layers were investigates in this article.
Keywords: platinum, nickel, solder, wetting solder, dissolution
ВВЕДЕНИЕ
В современной микроэлектронике контактные площадки полупроводниковых кристаллов под пайку имеют многослойную структуру, которая обычно включает в себя адгезионный, барьерный, смачивающий и защитный слои. Примером такой многослойной структуры является трёхслойная структура Au/Ni/Cu, где слой золота (Au) используется для защиты от окисления, слой никеля (Ni) – диффузионный барьерный слой, а медь (Cu) – материал для смачивания припоем [1]. Использование многослойной структуры контактных площадок приводит не только к увеличению стоимости производства конечных изделий, но и увеличивает сложность их проектирования и изготовления. Повышение сложности, приводит к увеличению проблем с надёжностью, что в свою очередь, ведет к необходимости упрощения многослойной металлической структуры. Альтернативой применения многослойной структуры под пайку может выступать металлизированная структура на основе платины (Pt).
Платина как химический элемент не подвержена окислению и имеет медленную скорость реакции с припоями на основе Pb-Sn, Sn-Cu и Sn-Ag-Cu [2-4] и припоев на основе чистого олова (Sn) [5]. Кроме этого температура плавления платины составляет 1769 °C, а отжиг происходит при температуре 1200±20 °C, что превосходит свойства широко применяемых под пайку материалов [6]. Таким образом, один слой Pt металлизации может выполнять как функции защищающего от окисления слоя, так и функции диффузионного барьерного слоя. Таким образом применение платиновых контактных площадок под припойные шариковые выводы для монтажа кристаллов методом flip-chip [3] технически и экономически оправдано.
Для дальнейшего исследования возможности применения Pt в качестве металлизации контактных площадок рассмотрим, во-первых, кинетику процесса растворения Pt в расплавленных припоях. Данное исследование интересно тем, что в ходе сборочных операций полупроводниковых приборов паяные соединения должны проходить несколько циклов оплавления. Во-вторых, для получения надежных паяных соединений необходимо исследование свойств смачиваемости поверхности Pt расплавленным припоем. Данные о кинетике процесса растворения Pt в расплавленных припоях были получены путем взаимодействия платины с чистым оловом. Также были сравнены данные о кинетике процессов растворения Ni в расплавленном припое, исследованы свойства смачиваемости поверхности Pt расплавленным эвтектическим SAC [7,8] припоем с использованием метода баланса смачиваемости [9].
ЭКСПЕРИМЕНТ
Для проведения эксперимента по исследованию кинетики процессов растворения Ni и Pt в расплавленных припоях были подготовлены ванны с расплавленным припоем на основе 99,99% Sn. Каждая ванна с припоем содержала 10 г олова, помещённого в сосуд с внутренним диаметром 30 мм. Для наблюдения за реакцией взаимодействия расплавленного припоя в ваннах были выбраны следующие образцы:
- диски из никеля (Ni 99,99%) диаметром 15 мм;
- образцы фольги из платины (Pt 99,99%) размером 10 х 20 мм и толщиной 0,1 мм.
Перед проведением эксперимента каждый образец был отполирован со всех сторон на прецизионной шлифовально-полировальной системе MultiPrep с использованием абразива на основе алмазной крошки с величиной зерна в 5 мкм. После чего измерялась исходная толщина каждого образца с помощью механического микрометра с точностью в 1 мкм, проведено 10 замеров толщины каждого образца на разных участках поверхности, фиксировалась средняя величина замеров. Образцы подвергались отмывке в ацетоне и травлению в 50% растворе хлористого водорода (HCl-H2O) в течение 30 секунд, после чего образцы подвергались флюсованию в канифоли. Каждый образец помещался в ванну с расплавленным оловом. Для эксперимента были выбраны следующие температуры ванны с расплавленным оловом: 240 °C, 260 °C, 280 °C, 300 °C. Продолжительность нахождения образцов варьировалась от 1 до 20 часов, после выдержки образцов в ванне в течение заданного времени ванна вместе с образцами охлаждалась до комнатной температуры. Кристаллизованное олово с образцами извлекалось из ванн, монтировалось на адгезионную пленку и разделялось на части с помощью дисковой резки DISCO DAD 3350 и полировалось на прецизионной шлифовально-полировальной системе MultiPrep для дальнейшего изучения.
Для исследования свойств смачиваемости поверхности образцов Pt и Ni расплавленным эвтектическим припоем SAC305 использовались образцы Ni и Pt размерами 5 х 10 мм и толщиной 0,1 мм с содержанием никеля (Ni 99,99%) и платины (Pt 99,99%) соответственно. Аналогично с первым экспериментом, тестовые образцы полировались, обезжиривались в 50% растворе хлористого водорода HCl-H2O в течение 30 секунд, а затем подвергались флюсованию. Для каждого образца готовилась отдельная ванна с расплавленным эвтектическим припоем SAC, температура припоя поддерживалась в пределах 230 °C. Для флюсования образцов использовалось 2 типа флюса: водорастворимый флюс и канифоль. Исследование проводилось при следующих режимах: скорость погружения образцов в расплавленный припой – 5 мм/c, глубина погружения – 5 мм, время выдержки вприпое – 10 секунд. Свойства смачиваемости исследовано с помощью метода баланса смачиваемости.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ КИНЕТИКИ ПРОЦЕССОВ РАСТВОРЕНИЯ НИКЕЛЯ И ПЛАТИНЫ В РАСПЛАВЛЕННЫХ ПРИПОЯХ
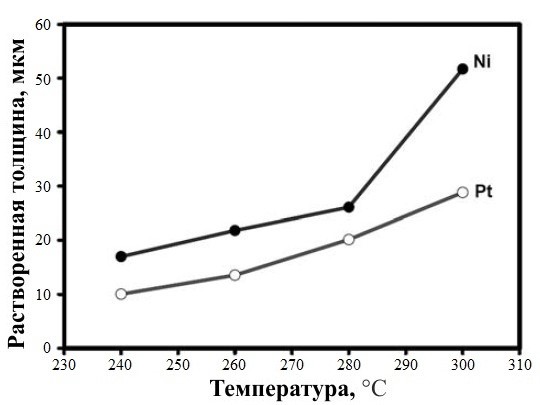
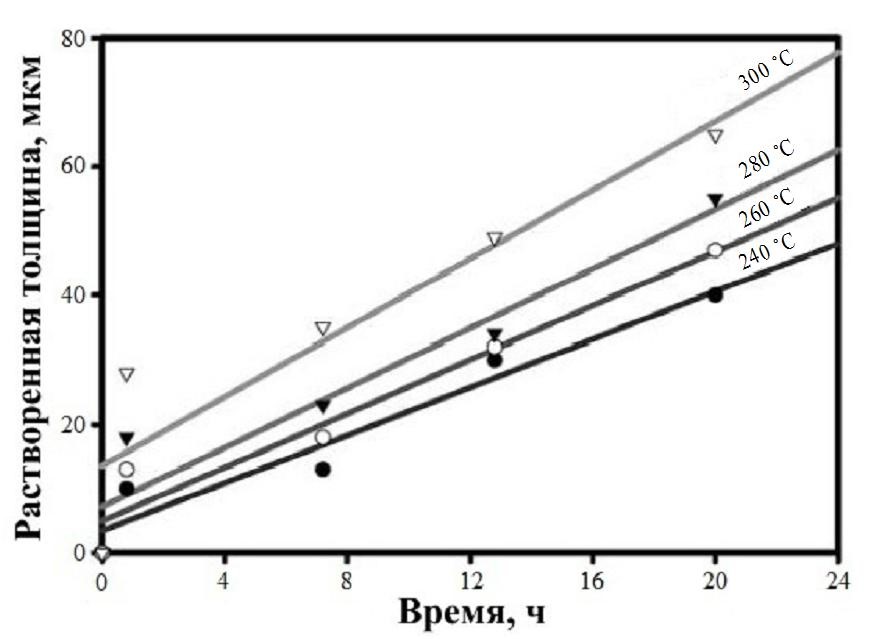
Полученные графики зависимостей растворенной толщины образцов Ni и Pt от времени выдержки в ванне с расплавленным оловом при температуре 240 °C, рис.1, демонстрируют меньшую скорость растворения платины в расплавленном олове по сравнению с никелем, что подтверждается во всем исследуемом диапазоне температур от 240 °C до 300 °C рис.2.

Данные результаты позволяют утверждать, что при исследуемых температурных режимах Pt слой в составе металлизации контактных площадок полупроводниковых кристаллов под припойные шариковые вывода или в качестве материала покрытия поверхности может прослужить дольше, чем слой Ni той же толщины. Таким образом, в случае, когда скорость растворения диффузионного барьерного слоя важна, применение Pt в качестве материала диффузионного барьерного слоя имеет преимущества по сравнению с аналогичным слоем Ni. Обобщенная кинетика процесса растворения Pt в расплавленном олове во всем выбранном диапазоне температур от 240 °C до 300 °C и во всех диапазонах выдержки от 1 до 20 часов представлена на рис. 3.
Кинетика процесса по результатам эксперимента описывается не параболической, а линейной зависимостью, что позволяет описать зависимость толщины образцов от времени реакции с расплавленным оловом уравнением: d=kt , (1) где d – утраченная растворенная толщина Pt в результате реакции, t – время взаимодействия образца с расплавленным оловом, k – коэффициент роста. По графику Аррениуса (рис. 4) определена энергия активации k которая составляет 16 кДж/моль.

РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ СВОЙСТВ СМАЧИВАЕМОСТИ ПОВЕРХНОСТЕЙ ОБРАЗЦОВ ПЛАТИНЫ И НИКЕЛЯ РАСПЛАВЛЕННЫМ ЭВТЕКТИЧЕСКИМ ПРИПОЕМ SAC
Перед началом эксперимента усилие, определяемое по балансу, было выставлено на ноль – исследуемый образец свободно удерживался. С помощью кривой смачиваемости может быть определено четыре типа данных: время смачивания (t0),, сила смачивания (Fm), выталкивающее усилие (Fw), остаточное усилие (Fd), однако время смачивания и усилие смачивания – ключевые показатели для измерения смачиваемости. По кривой смачиваемости поверхности образцов платины в эвтектическом припое SAC при температуре 230 °C с использованием водорастворимого флюса время смачивания определяется как время, необходимое для возврата к нулевой силе смачивания, по кривой на рис. 5 оно составляет 1,53 с.
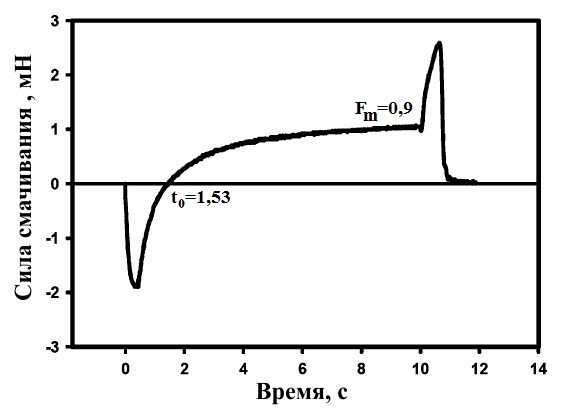
Чем меньше время смачивания, тем быстрее распространяется припой по образцу, что говорит о хорошей смачиваемости и способности образца к пайке. Сила смачивания, представленная на рис. 5, определяется как максимальное значение пологого участка кривой смачиваемости и составляет 0,9 мН. По аналогии со временем смачивания – чем больше сила смачивания, тем лучше смачиваемость и способность образца к пайке. На рис. 6 приведены средние значения времени смачивания образцов Ni и Pt в эвтектическом припое SAC при температуре 230 °C при флюсовании образцов водорастворимым флюсом и флюсом на основе канифоли.
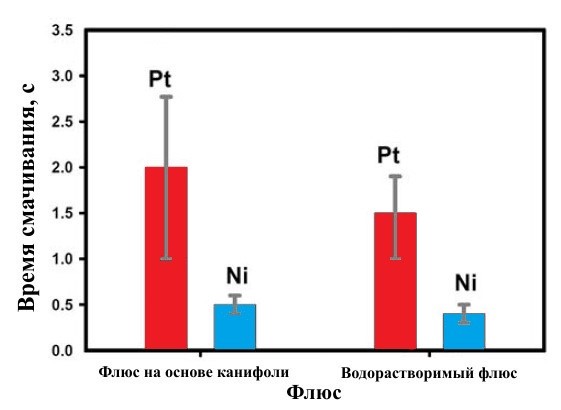
Так как меньшее время смачивания соответствует лучшей смачиваемости и хорошей способности к пайке, то из гистограмм, представленных на рис.6, можно сделать вывод, что образцы Ni показывают лучшую смачиваемость, чем образцы Pt. Несмотря на то, что время смачивания образцов Pt меньше, чем у образцов Ni, оно остаётся приемлемым и находится близко к допустимому в промышленности диапазону; промышленный стандарт по времени смачиваемости – менее 1 секунды [9]. Необходимо учесть, что используемые в эксперименте флюсы предназначены для конкретной задачи – пайки Ni и Cu. При разработке и внедрении новых типов флюса, оптимизированных под пайку Pt, возможно удастся уменьшить время смачивания Pt припоем. На рис. 7 показаны средние значения силы смачивания для образцов Ni и Pt в эвтектическом припое SAC при температуре 230 °C при флюсовании образцов водорастворимым флюсом, а также флюсом на основе канифоли.
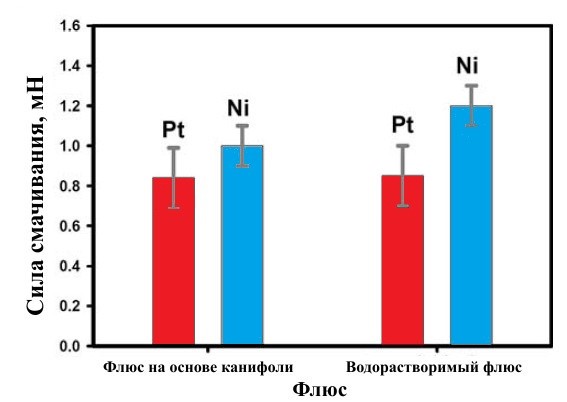
На гистограмме видно, что образцы Ni показывают немного большую силу смачивания, чем образцы Pt. Но для практического применения эта разница не играет существенной роли, так как оба значения силы смачивания превосходят допустимые для промышленного применения. Стоит отметить, что применение водорастворимого флюса для определения времени и силы смачивания привело к лучшим результатам, чем флюса на основе канифоли, так как в его состав входят кислотные компоненты.
Результаты исследования кинетики процессов растворения платины в расплавленном олове относятся только к области границы раздела Pt-Sn, где олово уже насыщено платиной. Для исследования кинетики процессов растворения в областях, удалённых от границы раздела Pt-Sn, необходимо проводить отдельные эксперименты. Например, в качестве образцов можно использовать тонкую Pt проволоку, а масса ванны с припоем может выбираться таким образом, что припой всегда будет далёк от насыщения платиной, даже если весь объём Pt проволоки растворится в объёме припоя.
Энергия активации, равная 16 кДж/моль, установленная в нашем исследовании, является сравнительно меньшей величиной, чем описывается в аналогичных экспериментах. В литературе говорится о значении 85,4 кДж/моль для растворения Pt в припое ПОС-60 в диапазоне температур от 485 °C до 534 °C [2]. Известны исследования [10], в которых приводится значение энергии активации платины 60 кДж/моль для растворения платины в припое ПОС-60 в диапазоне температур от 200 °C до 320 °C. В эксперименте [10] тонкий слой припоя ПОС-60 (100 мкм) укладывается на поверхность платиновой пластинки. Объём припоя небольшой и он довольно быстро насыщается Pt, в результате чего выявляется параболическая характеристика кинетики процесса растворения платины в расплавленном припое. Из вышесказанного становится ясно, что условия проведения экспериментов слишком важны и не следует сводить результаты экспериментов, проведённых при разных условиях. Во всех предыдущих экспериментах Pt исследовалась сама по себе. В наших экспериментах Pt исследуется параллельно с Ni при одних и тех же условиях, что подтверждает кинетику процесса растворения платины в расплавленном припое при прочих равных условиях лучше, чем у Ni с точки зрения надёжности и долговечности паяных соединений на контактных площадках с Pt металлизацией контактных площадок под припойные шариковые выводы.
Эксперимент по исследованию смачиваемости образцов Pt эвтектическим припоем SAC305 показал не такие хорошие результаты как у образцов Ni при флюсовании водорастворимым флюсом и флюсом на основе канифоли. Однако, как отмечено в литературе [11-14] – характеристики смачивания зависят не только от материала и качества смачиваемой припоем поверхности, но и от типа применяемого флюса. Часто при определении свойств смачиваемости поверхности образцов различными припоями использование разных флюсов де факто эквивалентно использованию различных материалов самих образцов, так как межфазное поверхностное натяжение варьируется в зависимости от типа применяемого флюса [11,13]. Таким образом, для достижения хорошей смачиваемости тип применяемого флюса не менее важен, чем сам исследуемый образец. Следовательно, если применить специальный флюс для пайки Pt, то характеристики смачиваемости могут быть лучше, чем те, которые получены в результате нашего эксперимента.
ЗАКЛЮЧЕНИЕ
По результатам эксперимента по исследованию свойств смачиваемости поверхностей образцов из платины и никеля расплавленным эвтектическим припоем SAC305 установлено, что время смачивания Pt больше, чем у Ni, тем не менее характеристики смачиваемости платины являются приемлемыми для применения в электронной промышленности в качестве материала металлизации контактных площадок под припойные шариковые выводы полупроводниковых кристаллов/пластин. При прочих равных условиях скорость растворения Pt в расплавленном олове в диапазоне температур от 240 °C до 300 °C на 50% ниже, чем у Ni. Установлено, что кинетика растворение Pt в расплавленном олове имеет линейную зависимость с энергией активации в 16 кДж/моль.
Учитывая физико-химические свойства платины можно говорить, что единственный слой Pt является эффективным слоем для использования в качестве металлизации контактных площадок под припойные шариковые выводы полупроводниковых кристаллов/пластин и может заменить оба слоя – диффузионный барьерный слой и слой защиты от окисления, а также может быть использован в качестве материала финишного покрытия под пайку.
ЛИТЕРАТУРА
- Зенин, В.В. Монтаж кристаллов и внутренних выводов в производстве полупроводниковых изделий / В.В. Зенин, В.А. Емельянов, В.Л. Ланин. – Минск: Интегралполиграф, 2015. – C. 380. – ISBN 978-985-6845-51-5.
- Miagher, B. Compound growth in platinum/tin-lead solder diffusion couples / B. Miagher, D. Schwarez, M. Ohreng // Journal of Materials Science, – 1996. – 31(20). – P. 5479 – 5486.
- Kulojärvi, K. Effect of dissolution and intermetallic formation on the reliability of FC joints. / K. Kulojärvi, V. Vuorinen, J. Kivilahti // Microelectronics International, – 1998. –15(2). – P. 20 – 24.
- Bannert, P. Bleifreies Loten in der Elektroindus trie / P. Bannert // Bracke. – 2001. –№1. – P. 22 – 23.
- Huang, M. L. Morphology and growth kinetics of intermetallic compounds in solid-state interfacial reaction of electroless Ni-P with Sn-based lead-free solders. / M. L. Huang, T. Loeher, D. Manessis, L. Boettcher, A. Ostmann, H. Reichl // Journal of Electronic Materials, – 2006. – 35(1). – P. 181–188.
- Платина и сплавы на ее основе. Марки: ГОСТ 13498-2010. – Введ. 04.06.2012. –Москва: Стандартинформ 2012. – С. 7.
- Припои и флюсы для пайки, припойные пасты. Марки, состав, свойства и область применения (редакция 1-78): ОСТ 4Г 0.033.200. – Введ.01.01.1980. – Москва, 2011. – С. 131.
- Requirements for Electronic Grade Solder Alloys and Fluxed and Non-Fluxed Solid Solders for Electronic Soldering Applications: IPC J-STD-006 with Amendments 1&2. – October 2009 IPC: – P. 21.
- Environmental testing – Part 2-54: Tests – Test Ta: Solderability testing of electronic components by the wetting balance method: IEC 60068-2-54 – 04.05.2006. – ТС 91. – P. 21.
- Kuhmann, J. Pt thin-film metallization for FC-bonding using SnPb60/40 solder bump metallurgy. / J. Kuhmann, C.-H. Chiang, P. Harde, F. Reier, W. Oesterle, I. Urban // Materials Science and Engineering: A, – 1998. № 1-2. – P. 22–25.
- Vianco, P.T. Proceedings of the NEPCON West 1992 Conference, Anaheim, CA / P.T. Vianco, F.M. Hosking, and J.A. Rejent // National Electronic and Production Conference, Caners Exposition Group, Des Plaines, IL – 1992. – P. 1730–1738.
- Lee, S.-W. Reactive wetting between molten Sn-Bi and Ni substrate. / S.-W. Lee, C.-M. Chang // Journal of Electronic Materials, – 2003. №3. – P. 117–122.
- Wong, D. S. Determination of reactive wetting properties of Sn, Sn–Cu, Sn–Ag, and Sn–Pb alloys using a wetting balance technique. / D. S. Wong, H.-F. Hsu // Journal of Materials Research, – 2003. №06. – P. 1420–1428.
- Wang, S. J. Coupling effect in Pt/Sn/Cu sandwich solder joint structures. / S. J. Wang, C. Y. Liu // Acta Materialia, – 2007. №10. –P. 3327–3335.